Онлайн-система контроля качества поверхности литейной заготовки (вихретоковая), Москва
Москва
04.07.2024 в 12:17
Просмотров: 26 (+1)
ID: 28423916
150 000 $
Floria Liang
Компания
На UniBO.ru c 9 июня 2023
Всего объявлений: 25
Контактное лицо: Floria Liang
Был онлайн 2 месяца назад
Тип предложения
Продам
Вид оборудования
Целая система
Производитель
Wuhan CenterRise M&C Engineering CO. , Ltd.
Состояние
Отличное
Год выпуска
2023
Тип оборудования
Новое
Адрес:
Россия, Москва
Принцип системы
Онлайн-система контроля качества поверхности ZSQ-T100 для литья заготовок использует принцип вихретокового неразрушающего контроля. В зависимости от сечения машины непрерывного литья заготовок и формы литейной заготовки вихретоковые датчики различной конструкции могут использоваться для реализации бесконтактного обнаружения поверхностных дефектов на поверхности заготовки и построения графика поверхностных дефектов заготовки в режиме реального времени по результатам обнаружения.
Состав системы
Рамка обнаружения: рамка обнаружения используется для поддержки центрального датчика обнаружения. Высота рамы обнаружения может автоматически регулироваться двигателем, так что центральный датчик обнаружения совмещается с проверяемой отливкой.
Устройство переднего и заднего вертикальных прижимных роликов: передний и задний вертикальные прижимные ролики используются для того, чтобы контролируемая заготовка проходила через центральную головку обнаружения с равномерной и стабильной скоростью. Прижимной ролик дважды толкается цилиндром и пружиной.
Центральный хост тестирования: Центральный хост тестирования размещается на столе тестирования. Он имеет четырехсторонний контрольный диск, который сканирует поверхность каждой литейной заготовки.
Устройство для удаления окалины: Используется для удаления оксидной окалины с поверхности литейной заготовки и устранения влияния шума на вихретоковую дефектоскопию.
Системная консоль: используется для управления оборудованием и всем процессом тестирования, контроля механических действий каждого блока и настройки параметров прибора. Он может реализовать автоматическое онлайн-обнаружение дефектов.
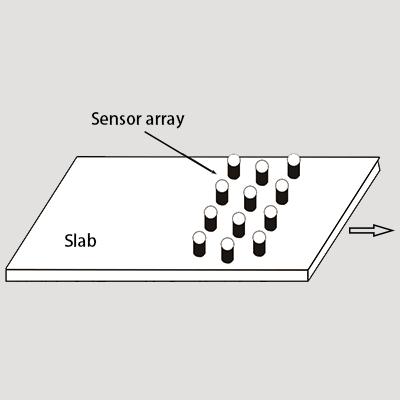
Датчики: в слябах обычно используются массивы вихретоковых датчиков для проверки качества поверхности литейной заготовки. Квадратные заготовки, круглые заготовки и фасонные заготовки обычно используют сквозные вихретоковые преобразователи для проверки качества поверхности отливок.
Основной технический показатель вихретокового контроля поверхности заготовок непрерывного литья заготовок
1. Объекты дефектоскопии: слябы, круглая заготовка, квадратная заготовка и фасонная заготовка различных размеров.
2. Марка стали литейной заготовки: обыкновенная малоуглеродистая или легированная сталь.
3. Температура обнаружения: 400~1000℃.
4. Скорость обнаружения: ≤3~40 м/мин.
5. Допустимый диапазон колебаний скорости: 0~40 м/мин.
6. Выявление типов и размеров дефектов: царапин глубиной или высотой более 1,5 мм, морщинистых кожных покровов, холодных брызг, бугров, ямок и продольных лицевых трещин, поперечных трещин, сетчатых трещин, подповерхностных включений глубиной более 3 мм. .
7. Слепое пятно для дефектоскопии на конце литейной заготовки: 25 мм.
8. Площадь кадра обнаружения: ≤3 м (направление линии передачи)
Онлайн-система контроля качества поверхности ZSQ-T100 для литья заготовок использует принцип вихретокового неразрушающего контроля. В зависимости от сечения машины непрерывного литья заготовок и формы литейной заготовки вихретоковые датчики различной конструкции могут использоваться для реализации бесконтактного обнаружения поверхностных дефектов на поверхности заготовки и построения графика поверхностных дефектов заготовки в режиме реального времени по результатам обнаружения.
Состав системы
Рамка обнаружения: рамка обнаружения используется для поддержки центрального датчика обнаружения. Высота рамы обнаружения может автоматически регулироваться двигателем, так что центральный датчик обнаружения совмещается с проверяемой отливкой.
Устройство переднего и заднего вертикальных прижимных роликов: передний и задний вертикальные прижимные ролики используются для того, чтобы контролируемая заготовка проходила через центральную головку обнаружения с равномерной и стабильной скоростью. Прижимной ролик дважды толкается цилиндром и пружиной.
Центральный хост тестирования: Центральный хост тестирования размещается на столе тестирования. Он имеет четырехсторонний контрольный диск, который сканирует поверхность каждой литейной заготовки.
Устройство для удаления окалины: Используется для удаления оксидной окалины с поверхности литейной заготовки и устранения влияния шума на вихретоковую дефектоскопию.
Системная консоль: используется для управления оборудованием и всем процессом тестирования, контроля механических действий каждого блока и настройки параметров прибора. Он может реализовать автоматическое онлайн-обнаружение дефектов.
Датчики: в слябах обычно используются массивы вихретоковых датчиков для проверки качества поверхности литейной заготовки. Квадратные заготовки, круглые заготовки и фасонные заготовки обычно используют сквозные вихретоковые преобразователи для проверки качества поверхности отливок.
Основной технический показатель вихретокового контроля поверхности заготовок непрерывного литья заготовок
1. Объекты дефектоскопии: слябы, круглая заготовка, квадратная заготовка и фасонная заготовка различных размеров.
2. Марка стали литейной заготовки: обыкновенная малоуглеродистая или легированная сталь.
3. Температура обнаружения: 400~1000℃.
4. Скорость обнаружения: ≤3~40 м/мин.
5. Допустимый диапазон колебаний скорости: 0~40 м/мин.
6. Выявление типов и размеров дефектов: царапин глубиной или высотой более 1,5 мм, морщинистых кожных покровов, холодных брызг, бугров, ямок и продольных лицевых трещин, поперечных трещин, сетчатых трещин, подповерхностных включений глубиной более 3 мм. .
7. Слепое пятно для дефектоскопии на конце литейной заготовки: 25 мм.
8. Площадь кадра обнаружения: ≤3 м (направление линии передачи)
